|
|
HK1160 Spherical Turning Tool Last updated: 30 Nov 2016 |
 Since starting the build on the gear hobber, there is a requirement for producing
ball handles. To date, these have ended up as something of a disaster, having been made with files...
Since starting the build on the gear hobber, there is a requirement for producing
ball handles. To date, these have ended up as something of a disaster, having been made with files...
The Radford ball turning tool looked like just the thing I wanted, and I had a good look at the design in the Radford book along with the G.H.Thomas version of the same tool. To save time, I ordered the bits and pieces as a kit from Hemingway.
To date I have managed to make a mess of two of the parts, although the tool is now complete.
 |
30-Nov-2004: The kit arrives as a set of drawings, comprehensive instructions, various pieces of bar, square, and flat section, and a bag containing a number of small components. |
 |
My least favourite job - drilling and boring holes... This is the body of the tool which is being drilled out to accept a couple of Oilite bushes. |
 |
The final boring operation is done with the body installed in the tool holder. |
 |
Oilite bush being pressed into the body. |
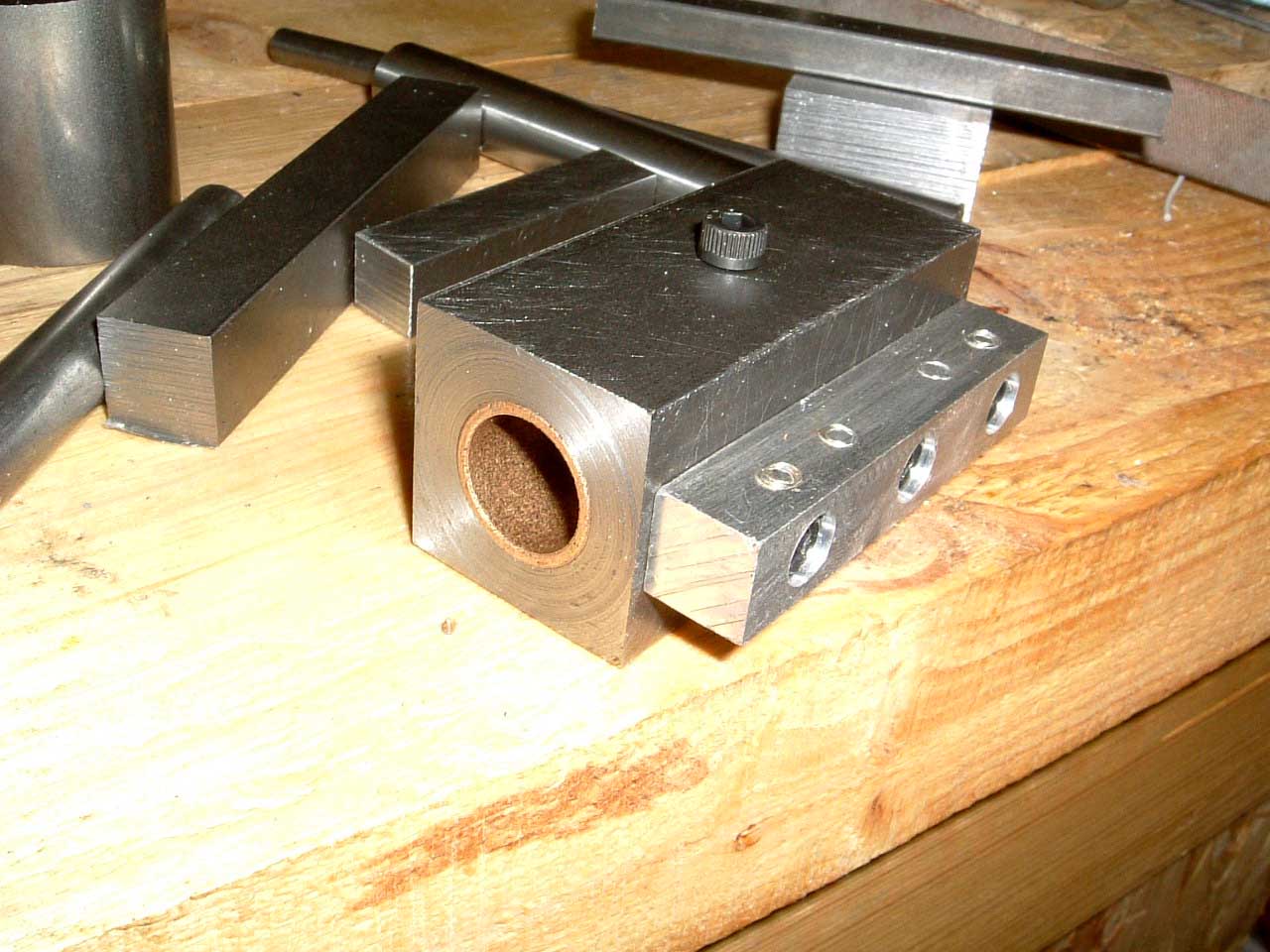 |
The completed tool body. The small screw on the top is to allow small quantities of oil into the centre of the tool to lubricate the oilite bushes. |
 |
This is the two parts that make up the head, I've drilled half inch holes all the way through the slide shown on the left when they should have been part-way through. On the right is the base of the head which has had a semicircular slot cut in it - this should have been done with the head and slide clamped together. One day I will learn to read the instructions... |
 |
23-Jan-2005: Have managed to get a bit of time to sort out the pieces I messed up, and complete the rest of the items. Here's a pic of the finished tool complete with toolholder. |
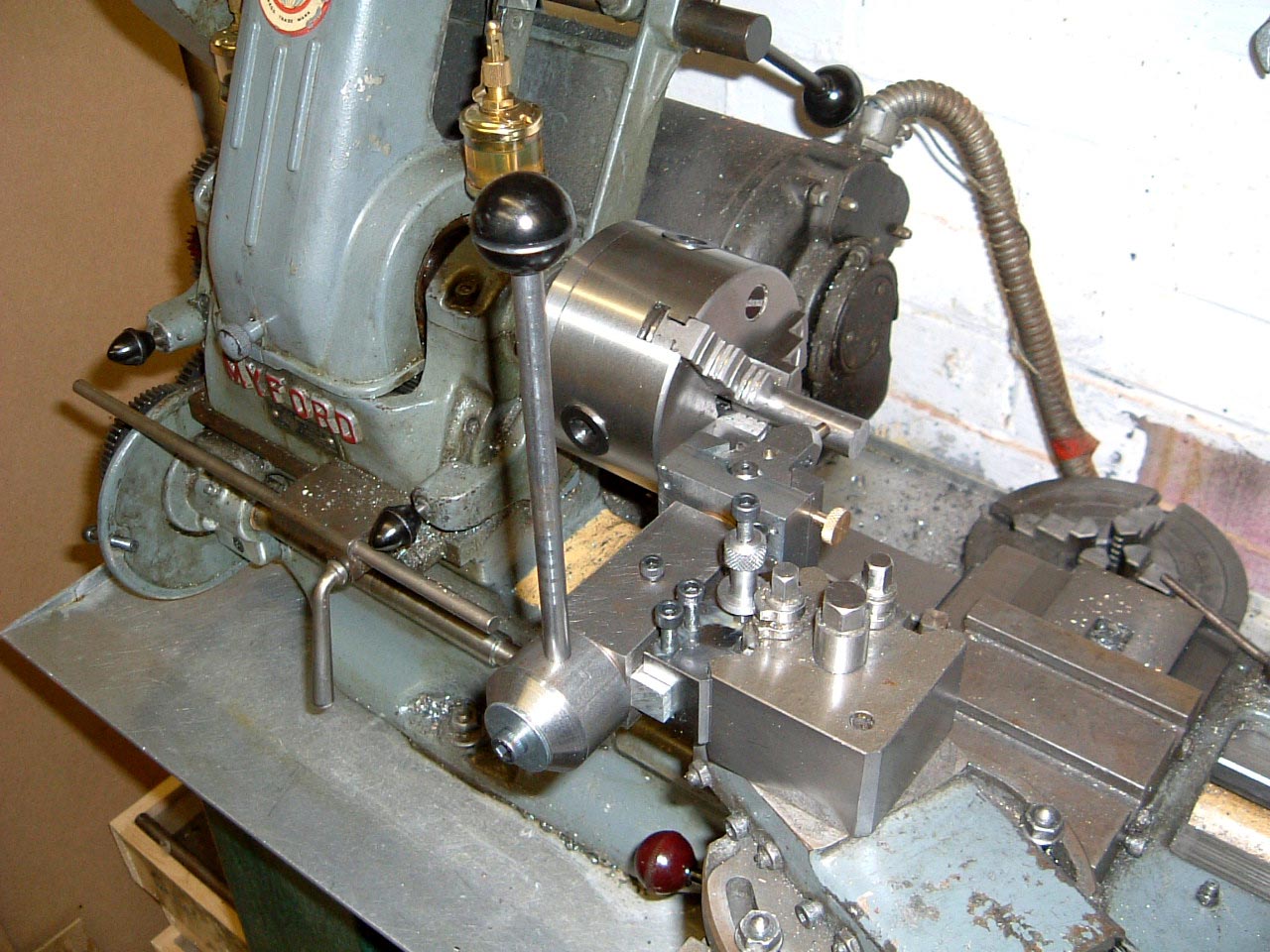 |
And a picture of the spherical turning tool installed on the lathe. |
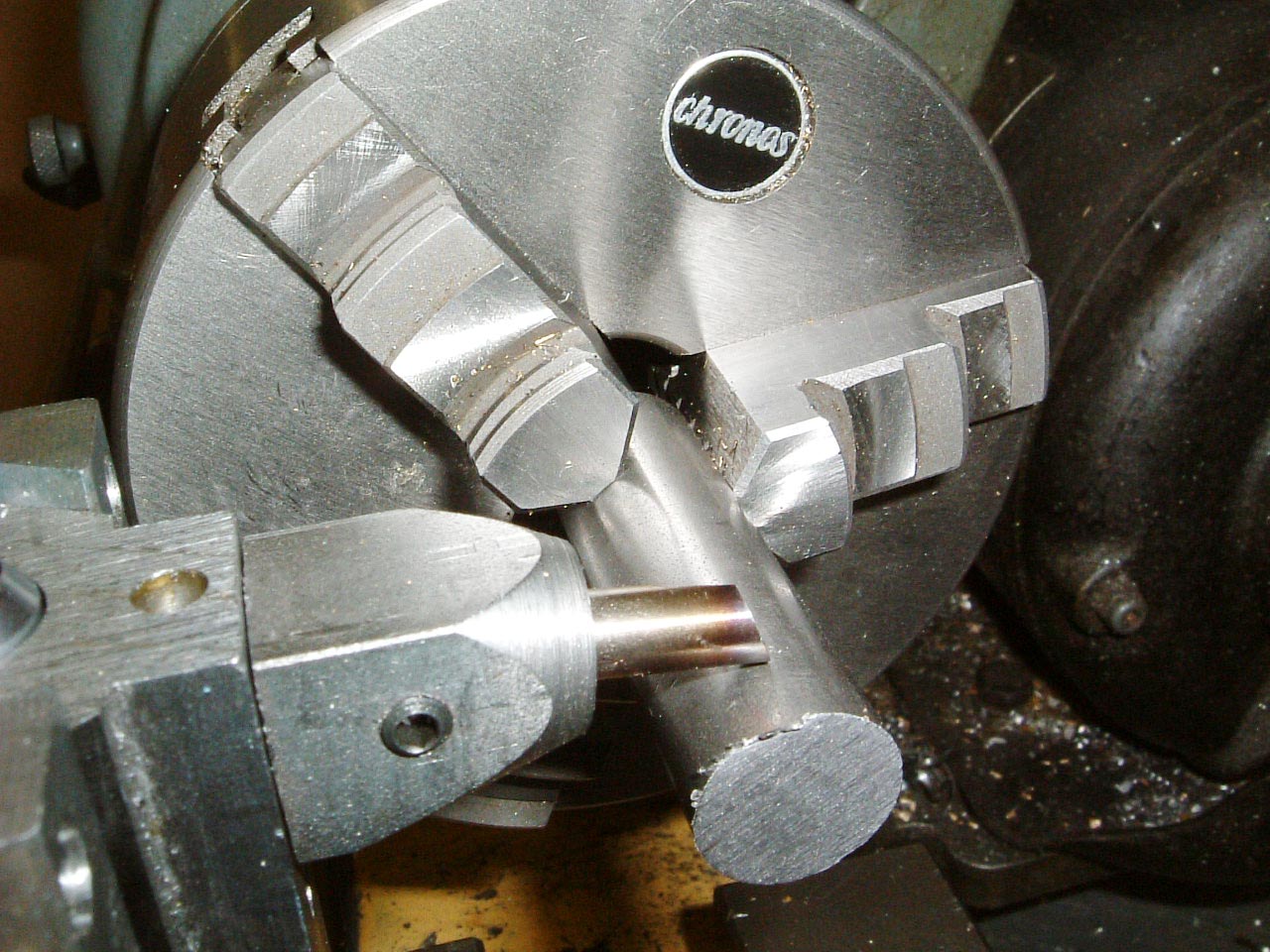 |
It's important to get the centre height of the tool correct, this is the really simple way of doing it. Set the tool up just touching the top of the bar to be machined. |
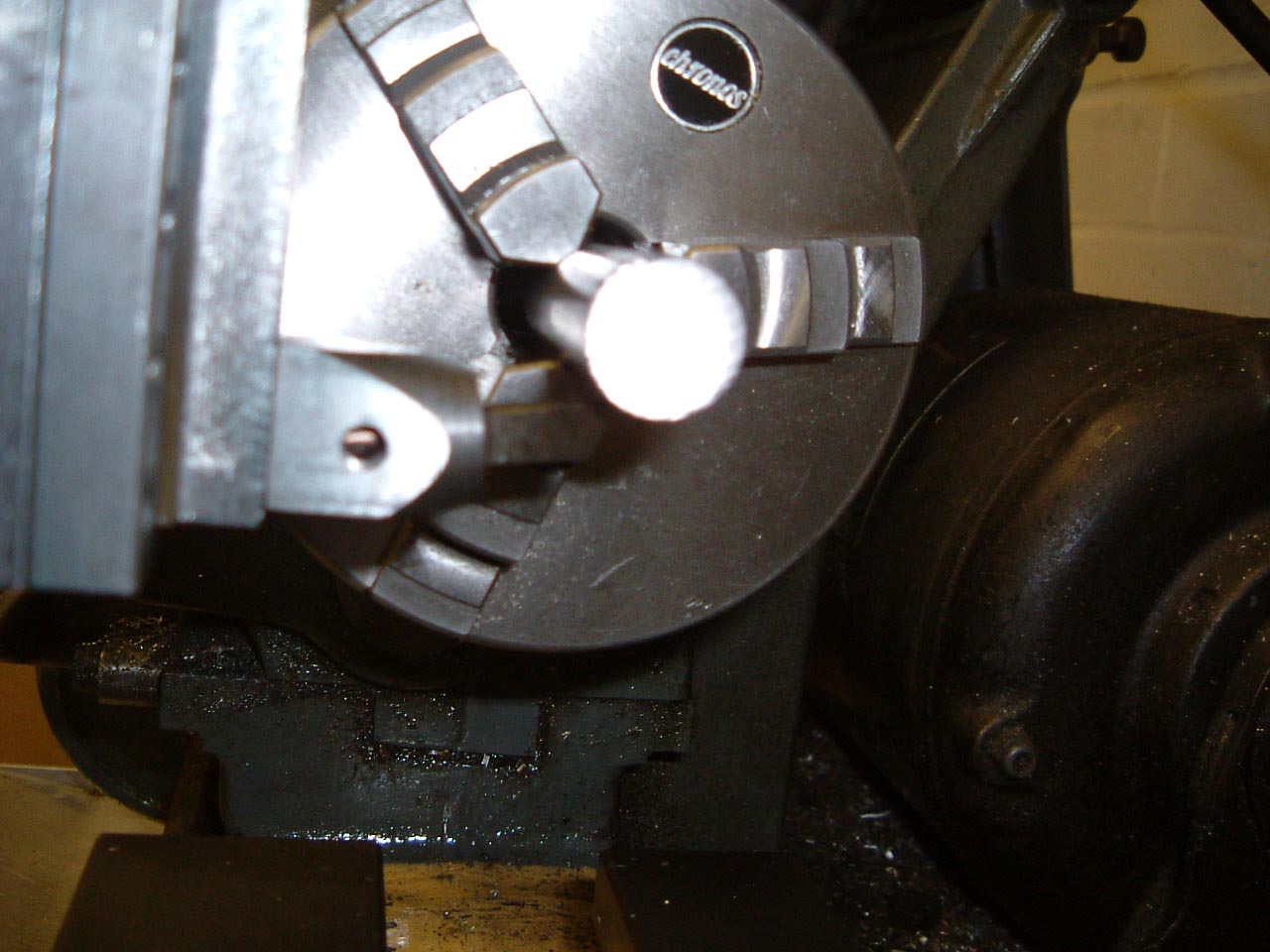 |
Retract the tool, rotate through 180 degrees and try and touch the bottom of the bar. If the tool is clear of the bar, the centre height is too low. If it digs in, the centre height is too high. |
 |
Perfect. It's a big improvement on trying to use a file... |
 |
And here is the part finished article, a 9/16" faced and drilled ball with shaft. The holder has been made in accordance with the instructions in G.H.Thomas' book "The Model Engineers Workshop" manual which describes the construction of the spherical turning tool and the holders. Now to make the 7/16" ball to go on the other end, and another holder... |
 |
An assortment of bits and pieces. At the top of the picture are the two holders made so far, and a couple of the 7/16" balls. Shown below is the evolution of the large ball and shaft, from a 5/8" diameter blank to the finished item. |
These pages are maintained by Duncan
Munro. All content on this site is Copyright ©2002-2026 Duncan
Amplification.
Warning: These pages consist of images and descriptions of equipment
which can reach high temperatures creating hazardous and potentially dangerous
situations. These pages should not be taken as a step by step guide on how
to construct any items or carry out any particular procedure, nor should any
references to safety contained herein be taken to guarantee safety in all
situations.